Técnicas y datos para la predicción automatizada de tendencias y comportamiento del horno de recocido
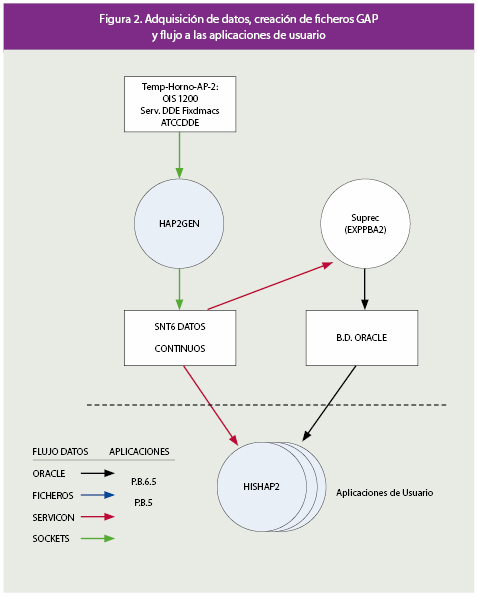
Figura 2.
Los datos se almacenan en ficheros de 1 hora, en el SNT6 (servidor de datos continuos), en formato GAP.
Existen funciones de análisis de los datos de recocido de una bobina cuando estén disponibles. Estas funciones se incluirán en la aplicación EXPBA2, que se encargará de ejecutar esta función para preprocesar esos ficheros y calcular las anomalías de las bobinas que almacenará en la BD.
Sistema iSeries AS400:
Los valores de control intermedio son aquellos que se deben conocer previo a la adjudicación de la bobina, para asegurarse de que tiene las características buscadas. Existen materiales de especial riesgo en los que es necesario realizar unos controles durante el proceso de producción, para asegurar que al final va a cumplir las especificaciones de formato.
Estos controles contienen los resultados de unos ensayos del material para su confirmación. Para conocerlos se tiene que cortar una muestra y analizarla. Convencionalmente existen unas normas que aportan unos valores característicos y que definen estas propiedades.
De una muestra se pueden sacar distintas probetas y de cada probeta, al ensayarla, se obtienen una serie de valores que son los resultados de los ensayos. Los ensayos de laboratorio tienen distintos cometidos: el control de Calidad a partir de las normativas sobre aceros y las especificaciones y problemas de los clientes, además de definir cómo tienen que ser los materiales.
En estos casos, tras unas operaciones de fabricación (consideradas críticas) se establecen unos puntos de espera del material, en los que, tras distintos análisis, se decide como debe seguir su proceso de producción.
Las variables típicas de estos análisis son:
- Resultados de posibles ensayos de muestras que se tomen.
- Características reales de paso por línea (temperatura, velocidad).
- Defectos que pueden surgir en el material.
Tras este análisis, se puede determinar:
- Que el material siga su curso.
- Asumir que no se van a conseguir las especificaciones que se esperaban y desviarlo hacia otras.
- Sanear los trozos que impiden conseguir lo que se esperaba.
- Control de Calidad a partir de las Normativas sobre aceros y las especificaciones y problemas de los clientes. Define como tienen que ser los materiales.
Al final del proceso de fabricación del material, se cortan unas muestras para comprobar que se ajusta a los requerimientos del pedido y del formato.
 |